Rolleri Tools modification
MODIFIED TANGS
Rolleri Punches Type R1, R2, and R3 can be used on other press brake machines by modifying the tang
- Precision ground (Tolerance of +/-0.01 mm)
- Exact parallelism
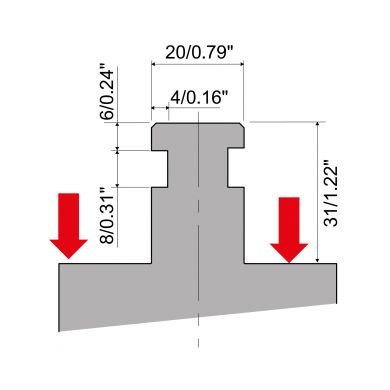
R1 PUNCHES
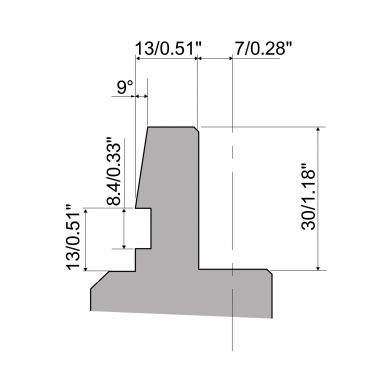
OT
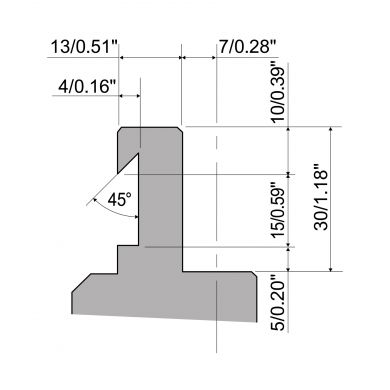
For Amada fast clamping system
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
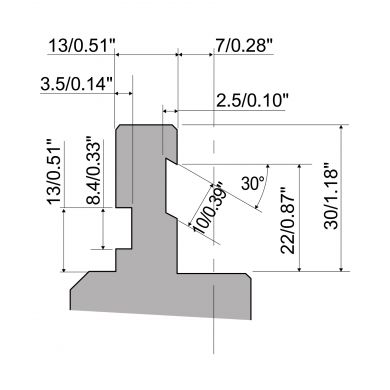
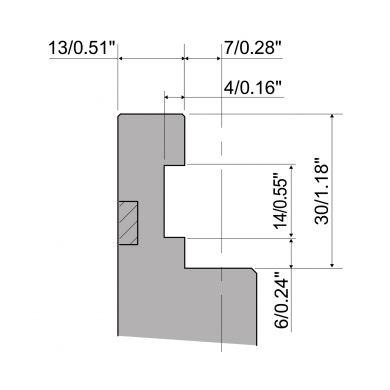
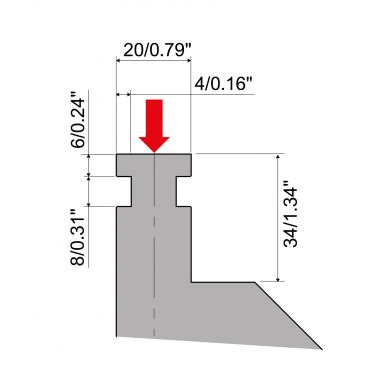
A1
Groove in addition to 8.4 x 3.5 mm (0.33 x 0.14 in) groove for Pneumatic clamping system
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
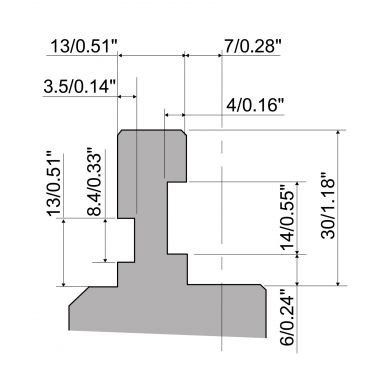
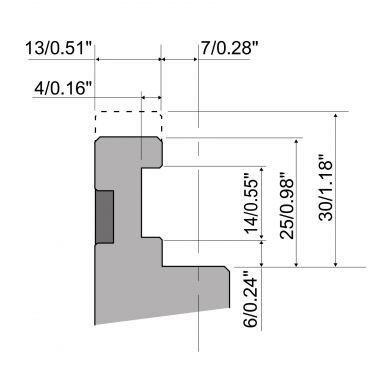
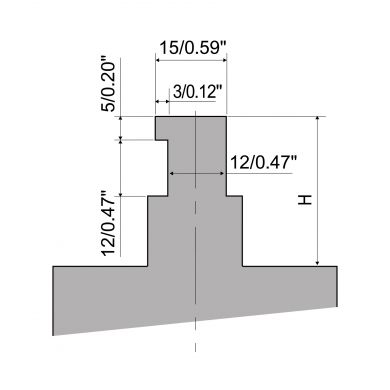
A6
Groove in addition to 8.4 x 3.5 mm (0.33 x 0.14 in) groove for R3, Bystronic-Beyeler Euro, Safan
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
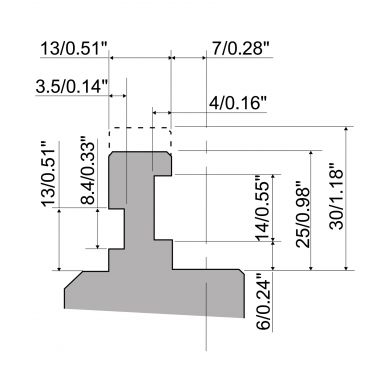
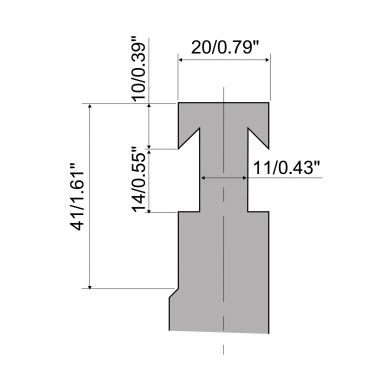
A7
Groove in addition to 8.4 x 3.5 mm (0.33 x 0.14 in) groove and shortened tang for R3, Bystronic-Beyeler Euro, Safan
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
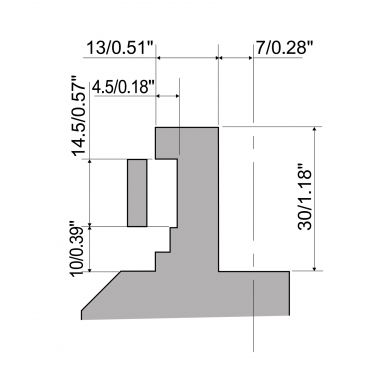
A8
Groove for Hydraulic clamping system Gasparini
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
A41
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
A42
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
A43
Groove with steel bar for Segmented punches
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
R2 PUNCHES
Example 1
Modification of R2 punch with shoulder bearing
Example 2
Modification of R2 punch with head bearing
Example 3
R3 PUNCHES
Example 1
Example 2
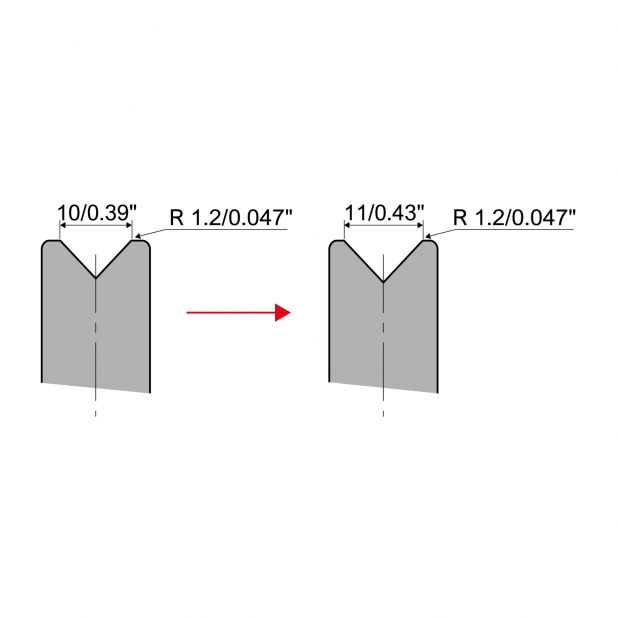
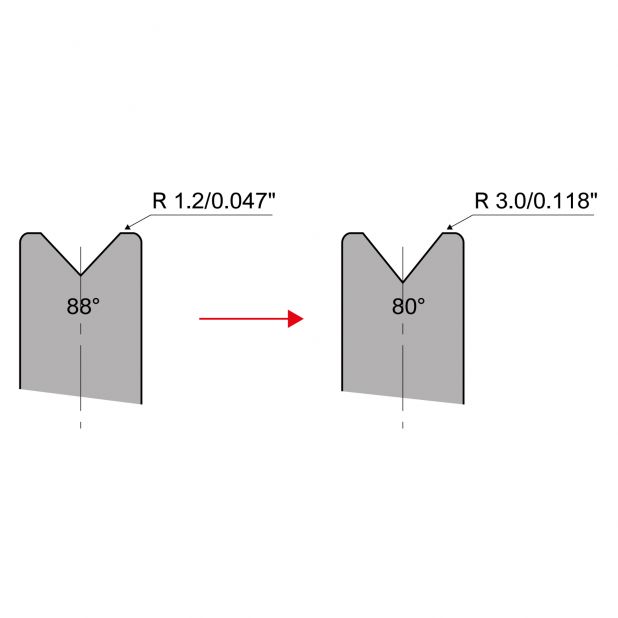
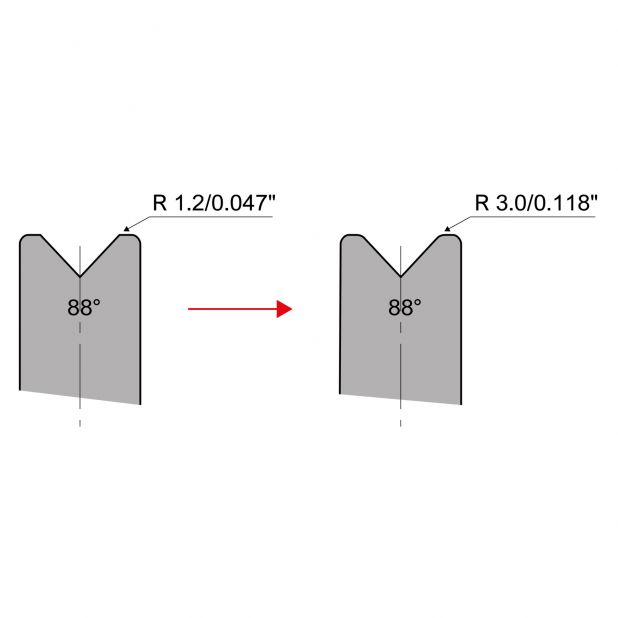
V-opening modifications
Modifying the V-Opening
- Individual modification for dies
- Production according to your specifications
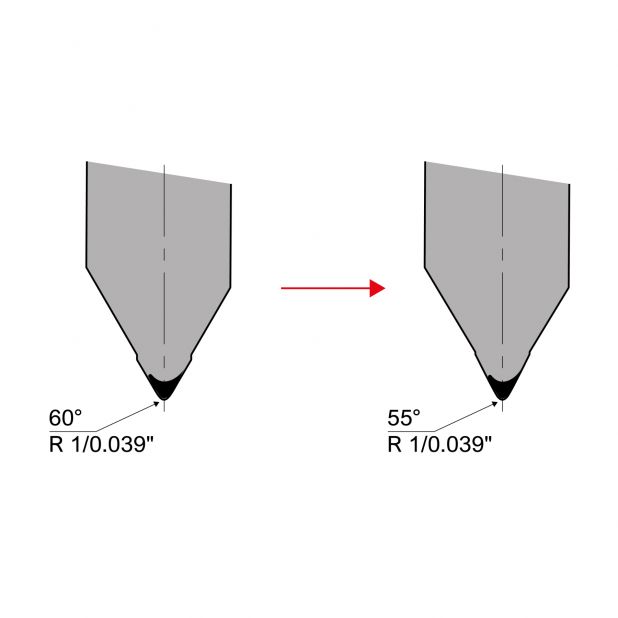
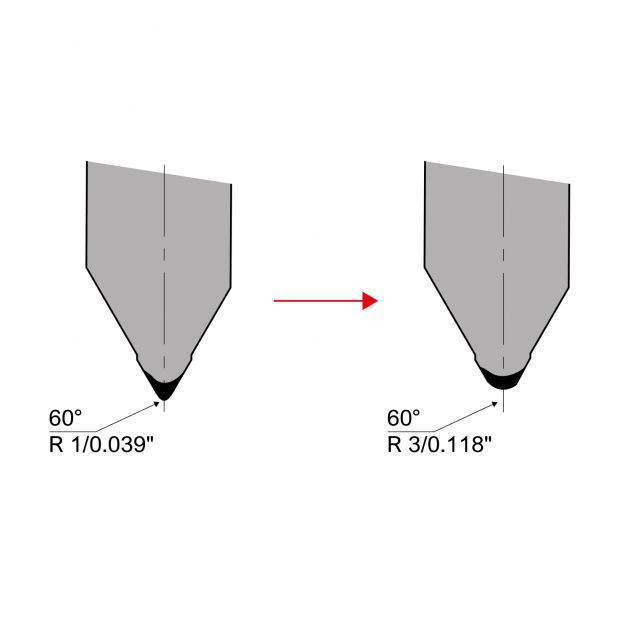
Radius and angle modification
Rolleri offers the possibility to modify tools radius and angle . For the punch it is important, for some applications, to be able to increase the radius for a better distribution of the pressure and avoid a too marked incision inside the sheet. For dies, the possibility of increasing the radius on of the V means not marking the sheet on the outside. Furthermore, for a better management of the bend and the elastic return it is possible to vary the angles of the punch and the die.
Production according to your specifications.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
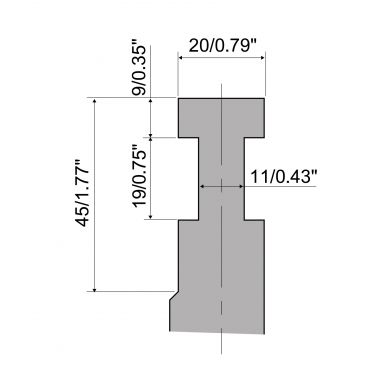
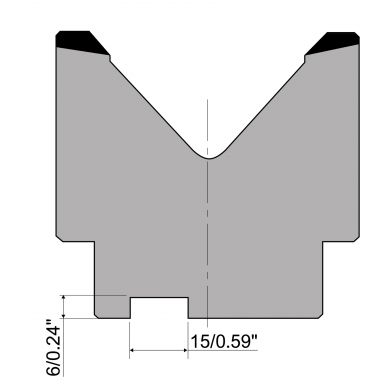
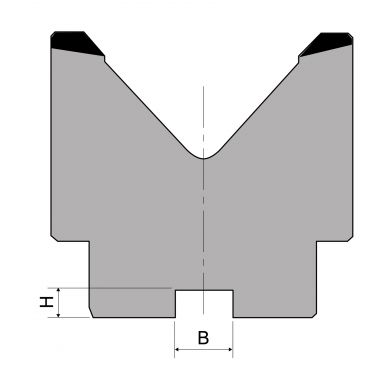
Modified tangs
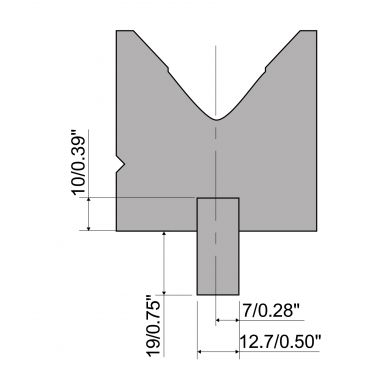
Rolleri can mill a groove in the die base and insert a bar of the correct dimensions to use the die in a different clamping system. To avoid making special dies, thanks to this application we transform all R1 dies into tools with other tangs. A groove is milled on the die and a bar is mounted, corresponding to the attachment of the lower table. The die is perfectly aligned and looks like a monolithic piece.
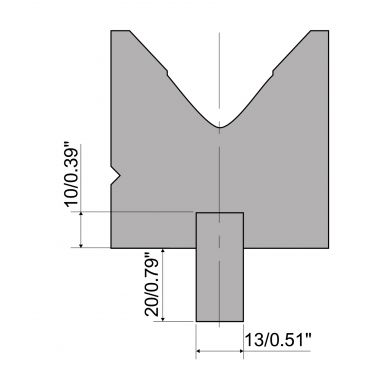
A30
Groove Bars: 13 x 30 mm (0.51 x 1.18 in) for R2 e R3
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
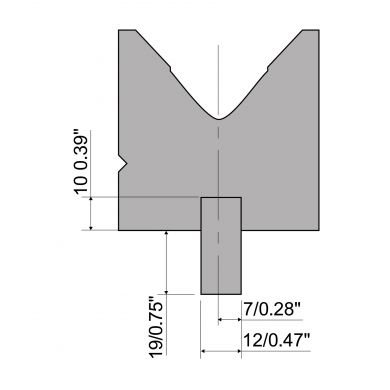
A31
Groove Bars: 12 x 29 mm (0.47 x 1.14 in) for R4
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
A32
Groove Bars:
12.7 x 29 mm (0.50 x 1.14 in) for R4
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
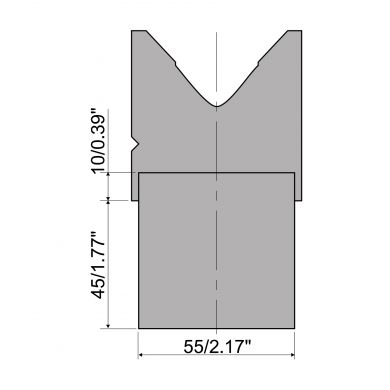
A44
Groove Bars: 55 x 55 mm (2.17 x 2.17 in) for RX EHT
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
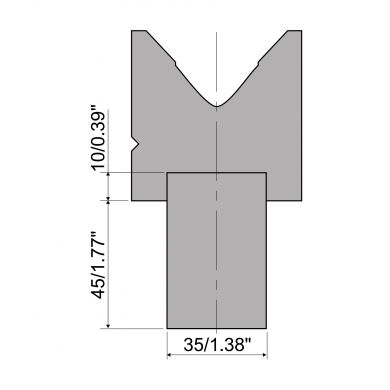
A45
Groove Bars: 35 x 55 mm (1.38 x 2.17 in) for RX Weinbrenner
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
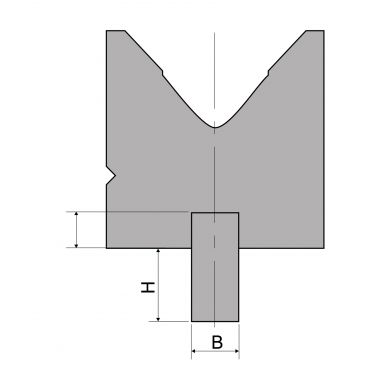
AX
Individual Groove Bars for other systems
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
A60
Plate for R1 dies: M103.80.125 - M130.80.160 - M195.70.200
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
A90
Plate for: M195.70.200 R1 - RVM90-4 Rolla-V die
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
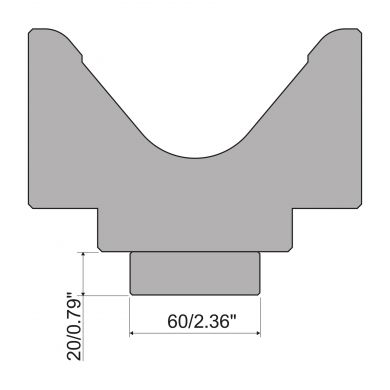
Grooves for Dies
Milling of grooves to use in other press brakes
A28
Groove for die holder
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |
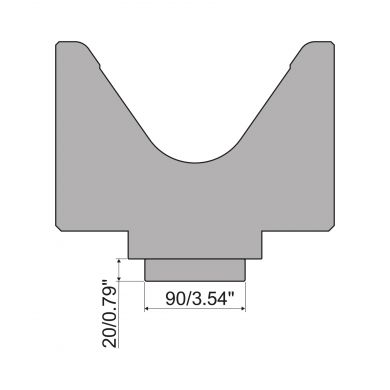
A29
Groove production according to your specifications
| 835 mm | 32.87" |
| 415 mm | 16.34" |
| 805 mm | 31.69" |