Hardening - Types and resistances
Rolleri standard tools are induction hardened.
The most relevant characteristics the surface hardness, which can reach 60HRC and the penetration capacity of the treatment which can reach a depth of 4mm in the material. To guarantee a constant hardness on all the parts involved in the heat treatment, a double passage is necessary, therefore after the induction hardening phase, the tempering phase is carried out. Rolleri applies different tempering techniques in relation to the material used and the type of profile to be heat treated: it is possible to harden at "high frequency" and "low frequency". Thanks to the two techniques, the surface hardness is guaranteed but for profiles with narrow sections, we avoid risks of breakage or internal cracks. The following shows a comparison between heart hardening and Rolleri induction hardening.
.jpg)
.jpg){kind=link}
{kind=link}
.jpg)
.jpg){kind=link}
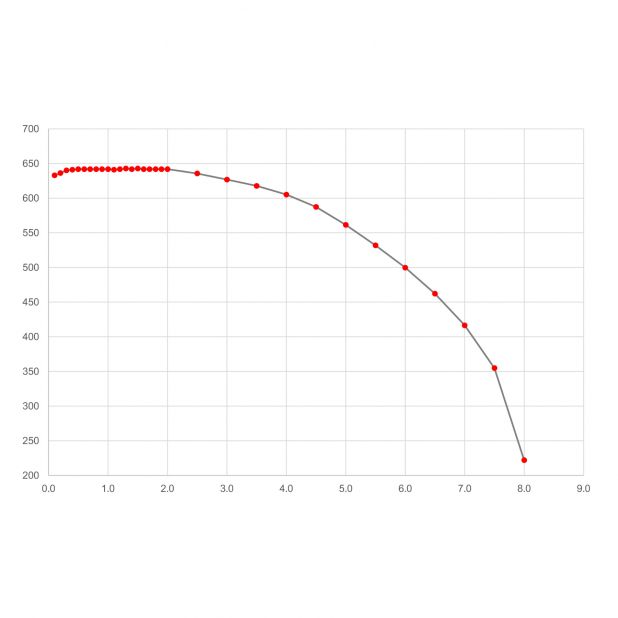
This graph shows that:
Rolleri induction hardening has a wear of 0.003 mm after 12600 strokes;
Core hardening has a wear of 0.014 mm after the same number of strokes.